








公称外径 nominal O.Dmm
公称壁厚 Nominal Wall Thickness mm
5.0
5.5
6.0
7.0
8.0
9.0
10.0
11.0
12.0
13.0
14.0
15.0
16.0
18.0
20.0
22.0
219
26.39
28.96
31.51
36.60
41.63
273
33.04
36.28
39.51
45.92
325
39.46
43.33
47.26
54.90
62.54
70.13
377
45.88
50.39
54.89
63.87
72.80
81.67
426
51.91
57.03
62.14
72.33
82.46
92.55
102.59
457
55.73
61.24
66.73
77.69
88.58
99.43
110.23
120.98
131.60
142.34
508
74.28
86.48
98.64
110.75
122.81
134.82
146.78
158.69
529
77.38
90.11
102.78
115.41
127.99
140.51
152.99
165.42
559
81.82
95.29
108.70
122.07
135.38
148.65
161.87
175.04
610
89.37
104.09
118.76
133.39
147.96
162.48
176.96
191.39
630
92.33
107.54
122.71
137.82
152.89
167.91
182.88
197.80
660
96.77
112.72
128.63
144.48
160.29
176.05
191.76
207.42
720
105.64
123.08
140.46
157.80
175.09
192.32
209.51
226.65
820
140.34
160.19
179.99
199.75
219.45
239.10
258.71
276.26
297.77
317.23
256.01
394.58
432.96
914
178.74
200.06
222.93
244.95
266.92
288.84
310.72
332.54
354.31
397.74
440.95
483.96
920
179.92
202.19
224.41
246.58
268.70
290.77
312.79
334.76
356.68
400.40
443.91
486.13
1016
198.86
223.49
248.08
272.62
297.10
321.54
345.93
370.27
394.56
443.02
491.26
539.30
1 020
199.65
224.38
249.07
273.70
298.39
322.82
347.31
371.75
396.14
44.79
493.23
541.47
1220
296.39
327.95
357.47
386.94
416.36
445.73
475.58
533.58
591.88
649.98
1420
347.71
362.21
416.66
451.06
485.41
519.71
553.96
622.36
690.52
758.49
1620
397.03
436.46
475.84
515.17
554.46
593.60
632.87
711.14
789.17
867.00
1820
446.35
490.71
535.02
579.29
623.50
667.67
711.79
799.92
887.81
975.51
2020
495.67
544.96
594.21
643.40
692.55
741.65
796.70
888.70
986.46
1084.21
2220
544.99
599.21
653.39
707.52
761.60
815.63
869.61
977.48
1085.11
1192.53
单位:kg/m 公式:重量W=(管径-壁厚)*壁厚*0.02466
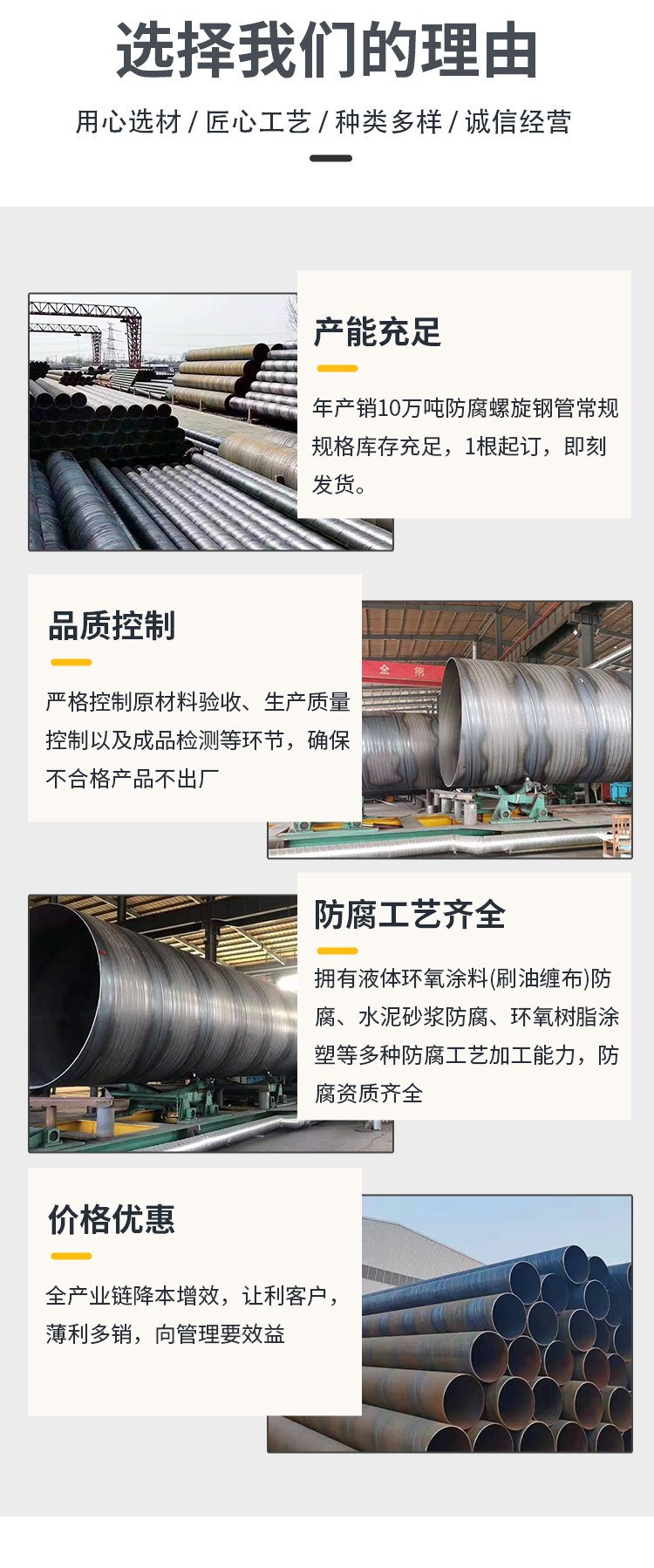
螺旋钢管工艺是目前用于制造钢质液体输送管道的一种重要工艺。它采用钢板或钢带弯曲成螺旋形,并通过自动焊接技术将钢板或钢带连接成一个完整的管道,从而实现液体输送。螺旋钢管工艺可以根据不同的工艺分类为以下几类:
1、单折弯成型工艺
单折弯成型工艺是将钢板或钢带经过单次折弯成螺旋管的工艺。该工艺具有工艺简单、现场操作简便、机械性能稳定等优点。但在生产过程中,由于折弯过程中的受力状态不易掌控,存在容易出现焊接裂纹问题。
2、双折弯成型工艺
双折弯成型工艺是将钢板或钢带经过双次折弯成螺旋管的工艺。该工艺相比单折弯成型工艺,弯曲角度更大、焊缝更短。同时在生产过程中,由于可控性较好,焊接质量稳定。但该工艺生产成本相对较高。
3、三折弯成型工艺
三折弯成型工艺是将钢板或钢带经过三次折弯成螺旋管的工艺。该工艺可以生产更精准的弯曲半径和管径,所制成的螺旋钢管表面平整度高,受力状态稳定。但该工艺生产周期长、设备成本高。
4、四折弯成型工艺
四折弯成型工艺是将钢板或钢带经过四次折弯成螺旋管的工艺。该工艺生产的螺旋钢管弯曲角度更大、管径更宽。但该工艺生产过程复杂,自动焊接技术要求高,生产成本较高。
综上所述,螺旋钢管工艺有单折弯成型工艺、双折弯成型工艺、三折弯成型工艺、四折弯成型工艺等几种分类。不同分类的工艺各有优缺点,企业在选择生产方案时需要权衡生产所需的各方面因素,以制定最适合自身生产要求的方案。
螺旋钢管规格表|螺旋钢管每米理论重量表|螺旋钢管理论重量表
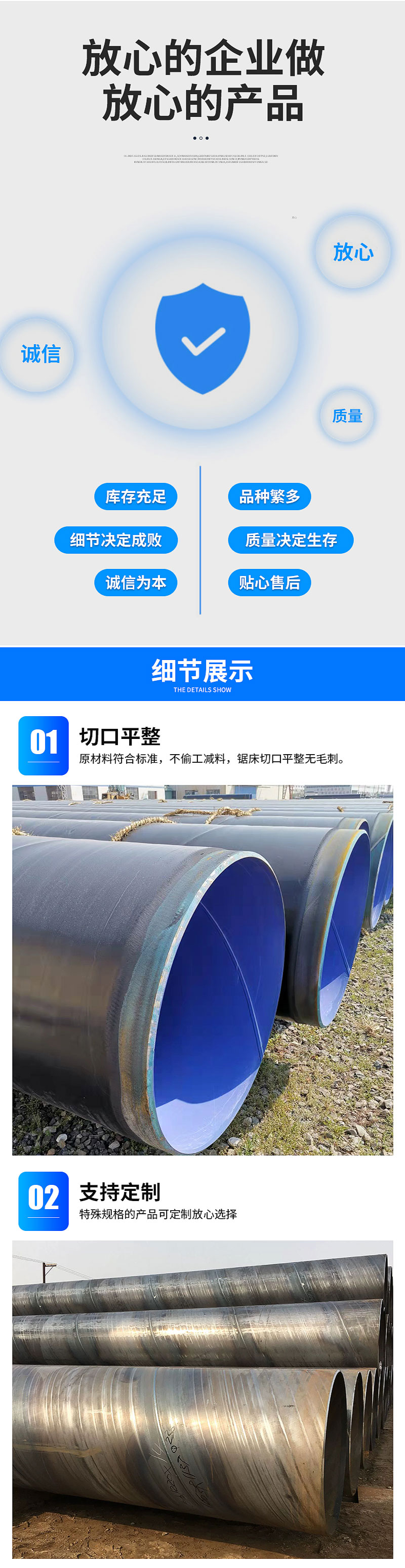


螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。
(14)管端机械加工,使端面垂直度,坡口角和钝边得到准确控制。
螺旋钢管在钢结构的应用范围
螺旋钢管是一种常见的钢管类型,其特点是外形呈螺旋状,因此也被称为螺旋焊管。螺旋钢管在钢结构中的应用范围非常广泛,下面我们来详细了解一下。
耀彩网
螺旋钢管可以用于建筑物的结构支撑。在建筑物的结构中,螺旋钢管可以作为柱子、梁和桥梁等结构支撑的材料。由于螺旋钢管的强度高、耐腐蚀性好,因此可以承受较大的荷载,同时也能够抵御外部环境的侵蚀,保证建筑物的结构稳定和安全。
耀彩网
螺旋钢管还可以用于石油、天然气等管道工程。在石油、天然气等管道工程中,螺旋钢管可以作为输送管道的材料。由于螺旋钢管的内部光滑,摩擦系数小,因此可以减少管道输送过程中的能量损失,提高输送效率。同时,螺旋钢管的耐腐蚀性好,可以抵御管道内部介质的侵蚀,保证管道的安全运行。
耀彩网
螺旋钢管还可以用于海洋工程。在海洋工程中,螺旋钢管可以作为海洋平台、海底管道等结构的材料。由于螺旋钢管的强度高、耐腐蚀性好,可以承受海洋环境的侵蚀和海浪的冲击,保证海洋工程的结构稳定和安全。
螺旋钢管在钢结构中的应用范围非常广泛,可以用于建筑物的结构支撑、石油、天然气等管道工程以及海洋工程等领域。随着科技的不断进步和工程技术的不断发展,螺旋钢管的应用范围还将不断扩大,为各行各业的发展提供更加坚实的支撑。